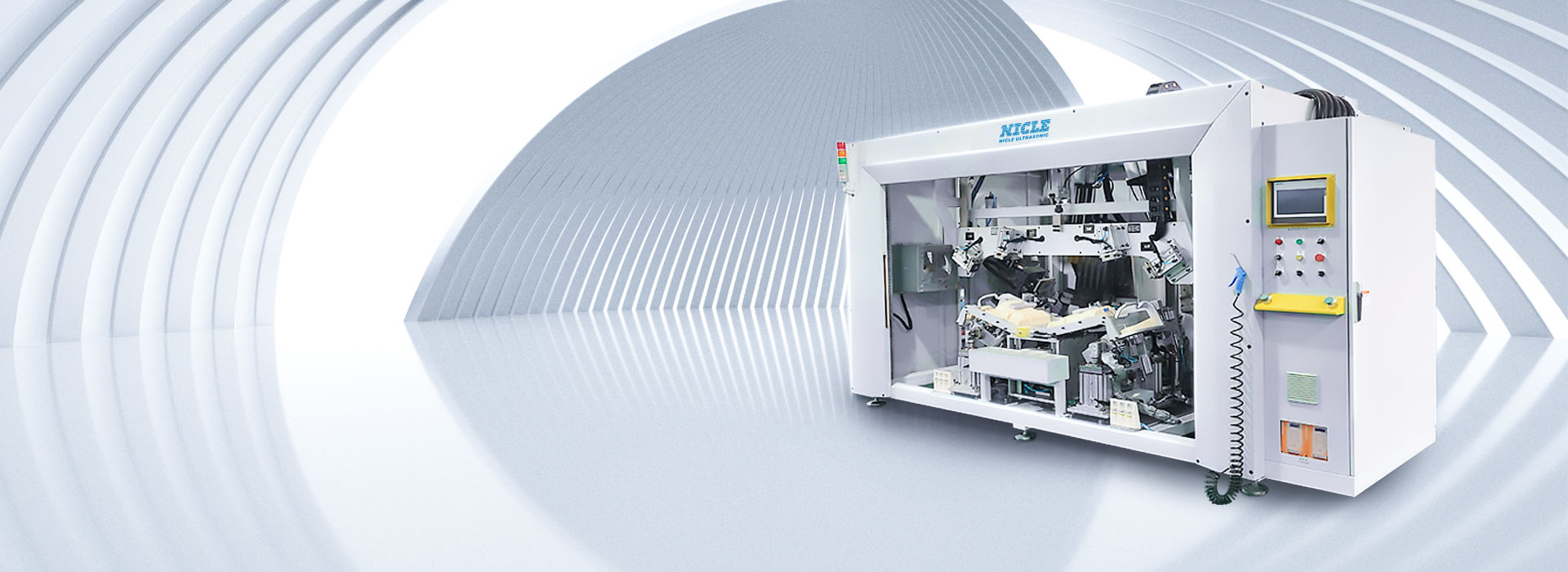
尼可智能超声波焊接机
自主研发设计
支持非标定制
 全新智能超声波系统
全新智能超声波系统
 获得ISO9001认证
获得ISO9001认证
 获得欧盟CE认证
全新智能超声波系统
获得ISO9001认证
获得欧盟CE认证
获得欧盟CE认证
全新智能超声波系统
获得ISO9001认证
获得欧盟CE认证


20年砥砺前行,一直坚持以技术创新与产品升级为初心,超声波领域的匠心之造,助力企业提升效率,创造价值,以智造精品,服务全球为理念,为您提供个性化焊接解决方案超声波设备

手持式超声波焊接机,也称、手持超声波点焊机、超声波点焊机、铆焊机、超音波点焊机,可用于热塑性塑料的对焊,亦可根据客户需求更换焊头,用于铆焊、点焊、嵌入、切除 等加工工艺,相比其他传统工艺(如胶粘、电烫合或螺丝紧固等),具有生产效率高、焊接质量好、环保又节能等显著优点。
查看详情
超声波塑料焊接设备是熔接熟塑性塑料制品的高科技技术,各种熟塑性胶件均可使用超声波熔接处理,在焊接塑料制品时,既不要添加任何粘接剂、填料或溶剂,也不消耗大量热源,具有操作简便、焊接速度快、焊接强度高、生产效率高等优点。
查看详情
针对汽车塑料配件焊接多采用非标超声波焊接设备,多头多工位设计,带有PCL程序控制与液晶显示屏操作,大型汽车复杂工件的焊接,包含不同方向的熔接面,需同时焊接多个位置
查看详情
振动摩擦焊接机主要用于焊接不规则形状热塑性工件的焊接设备,加工效率高,节能省电,焊接时间短,废品率低等特性!配备数字振动轨迹控制变频功源,具有自动谐振和频率自动追踪调整功能,触模屏显示控制等专业控制软件焊接强度高,品质好!
查看详情
")















")
































20年行业经验,丰富焊接方案,超声波焊炼技术精细,焊接效果更美观
拥有自主进出口权,设备获得欧盟CE认证,产品远销国内外



自成立以来,不断的提升超声波焊接技术水平和超声波焊接设备制造能力
严格按质量控制程序和检测标准执行,引进先进的实验与检测仪器设备,保证产品质量。



机器相关的所有尺寸,均可根据用户的要求定制
15年超声波技术沉淀,定制实力值得信赖



承诺1年质保,终生技术服务支持
工程师上门调试维修,省内当天,省外保证12-48小时内



 客户咨询
client consultation
01
客户咨询
client consultation
01

 产品需求洽谈
Demand negotiation
02
产品需求洽谈
Demand negotiation
02

 签订合同
signing the contract
03
签订合同
signing the contract
03

 生产调试产品
Debugging products
04
生产调试产品
Debugging products
04

 成品检测出库
Finished product inspection
05
成品检测出库
Finished product inspection
05

 收货确认售后
Confirmation of receipt
06
收货确认售后
Confirmation of receipt
06
焊接核心优点")
旋熔焊依靠工件相对旋转摩擦生热、界面熔融保压成型,主打圆形 / 回转类热塑性塑件量产,对比热熔板、超声波、胶水粘接优势突出:一、焊缝性能优异(最核心)焊接强度高···
超声波焊接在家电行业主要用于热塑性塑料件的快速、无痕、密封连接,核心优势是高效、气密 / 水密、环保、强度高,已成为小家电与大家电的主流装配工艺。一、技术原理与···
2026-05-28空囊热气焊接(常称热气 / 热风焊接)是针对中空囊体 / 气室类热塑性塑件的专用热熔连接工艺,靠高温气流非接触加热→熔融→加压冷却,实现无颗粒、高强度、洁净密封···
2026-05-21CHINAPLAS 2026 中国国际橡塑展(第三十八届中国国际塑料橡胶工业展览会)正在上海举行,是目前全球规模最大的橡塑行业盛会。基本信息展会名称:CHINA···
2026-04-22激光切割是现代汽车制造(尤其轻量化、高强钢、新能源车)的核心工艺,贯穿白车身、热成型件、底盘、内饰、新能源电池全链条,核心靠三维五轴 / 机器人激光 + 光纤激···
2026-04-16超声波模具加工厂生产的每一套焊头和模具,不管是标准产品还是根据客户要求定制的,都是用最好的材料制成的同时经过反复的测试。焊头的外形、强度以及音频等各种参数经过多···
超声波焊接不牢的常见因素(最全实用版)一、设备参数因素焊接时间太短:振动熔融不足,没形成有效熔接层。焊接压力过小 / 过大压力太小:接触面贴合不紧,能量传不进去···
2026-05-06尼龙 + 玻纤(PA+GF)超声波焊接可行,但难度远高于纯尼龙,核心难点在于玻纤阻碍能量传递、熔体流动性差、材料易脆裂、吸湿性强,需从材料、设计、设备、参数、前···
2026-04-09塑料焊接主要分为机械摩擦生热、外部热源加热、电磁 / 激光加热、化学溶剂四大类,核心是让接触面熔融、分子互穿后冷却固化,以下是主流方式的原理、特点与应用:一、机···
2026-03-05选择振动摩擦焊接设备型号,核心是围绕工件规格、材料特性、生产效率、工艺精度四大维度锁定关键参数,再匹配设备型号与功能配置,同时兼顾成本与柔性扩展。以下是可直接落···
2026-01-14
无锡尼可超声波组建于2004年,于2007年正式注册为无锡尼可超声波设备有限公司。公司坐落于无锡市新吴区坤鼎未来智造园内,主要从事超声波焊接、塑料焊接的研发和相关设备的制造。公司设有独立研发部,专业从事超声波技术在工业领域的应用研发;与第七二六研究所共同研制的焊接设备,深受广大客户好评并取得多项国家专利。公司与多所大学建立合作关系并引进国际先进的测试仪器和软件,通过ISO质量体系认证保证产品的高质高量。 公司主营产品:超声波塑料焊接机,塑料热板热铆设备,振动摩擦焊接机、激光焊接机、超声波金··· 【查看详情】

江苏省无锡市新吴区锡泰路 216 号坤鼎未来智造园 18 栋

181 6892 0913

chen@nicle.cn
 联系我们
联系我们
18168920913



") 特斯拉(Tesla)
特斯拉(Tesla) 奔驰汽车
奔驰汽车 宝马汽车
宝马汽车 广西大学
广西大学 南昌大学
南昌大学 山东理工大学
山东理工大学 天津大学
天津大学 福耀集团
福耀集团 海尔集团
海尔集团 美的集团
美的集团





 新工厂全景图
新工厂全景图 新工厂环境展示
新工厂环境展示 新工厂茶歇区
新工厂茶歇区 新工厂发展历程
新工厂发展历程 新工厂样件展示区
新工厂样件展示区 新工厂车间
新工厂车间 新工厂车间展示
新工厂车间展示 公司一角
公司一角 公司工厂
公司工厂 工厂车间
工厂车间 振动摩擦焊接设备
振动摩擦焊接设备 MBR平板膜热压机
MBR平板膜热压机 汽车轮罩机器人焊接机
汽车轮罩机器人焊接机 汽车保险杠冲焊机
汽车保险杠冲焊机 超声波塑料焊接机
超声波塑料焊接机 超声波焊接机展示
超声波焊接机展示 热铆机
热铆机 超声波塑料焊接机
超声波塑料焊接机 快速导航
快速导航